

آلة الطلاء بالمسحوق اليدوية ، آلات طلاء المسحوق الصناعية لطلاء المعادن GO 660
- نموذج
- PaintGo-660
تقييم
وصف
Paintgo-660 ، Add Pulse Mode ، و 4 خيارات مبرمجة مسبقًا للمعالجة - حفظ 20٪ من مادة المسحوق !!!
آلة طلاء المسحوق اليدوية ، آلات طلاء المسحوق الصناعية للطلاء المعدني GO 660

مزايا معدات طلاء المسحوق المحمولة
1: 100KV عالية الجهد:
الفوائد: طلاء أسرع ، إنتاجية عالية
الفوائد: طلاء أسرع ، إنتاجية عالية
2: قطب كهربائي عالي الجهد في مسدس البارود:
الفوائد: صنع المزيد من البودرة باستخدام الأيونات ، وحفظ مواد المسحوق.
3: تحكم متقدم:
الفوائد: إخراج مسحوق دقيق ، زيادة معدل استخدام الطاقة الخام.
4: فوهة متعددة الخيارات:سوبر كاسكيد
الفوائد: ضمان الانحلال المثالي للمسحوق ، وتحسين جودة السطح.
5: وضع التنظيف:
الفوائد: تغيير سريع للون ، مادة غير لاصقة
الفوائد: صنع المزيد من البودرة باستخدام الأيونات ، وحفظ مواد المسحوق.
3: تحكم متقدم:
الفوائد: إخراج مسحوق دقيق ، زيادة معدل استخدام الطاقة الخام.
4: فوهة متعددة الخيارات:سوبر كاسكيد
الفوائد: ضمان الانحلال المثالي للمسحوق ، وتحسين جودة السطح.
5: وضع التنظيف:
الفوائد: تغيير سريع للون ، مادة غير لاصقة
Paintgo-660 / ما هي آلة طلاء المسحوق؟

تحكم رقمي ذكي
1: التحكم في شحن المسحوق: الجهد والتيار 100KV القابل للتعديل ، شاشات ذكية لظروف العمل ؛
2: لوحات التحكم المرئية: الجهد ، التيار ، ضغط هواء النقل ، ضغط الهواء الإضافي ، ضغط هواء الشطف.
فوائد:
1: سرعة طلاء أسرع ، إنتاجية عالية ؛
2: لوحات التحكم المرئية: الجهد ، التيار ، ضغط هواء النقل ، ضغط الهواء الإضافي ، ضغط هواء الشطف.
فوائد:
1: سرعة طلاء أسرع ، إنتاجية عالية ؛
2: مثالي للمساحيق المعدنية والصعبة ؛
3: خرج الطاقة الدقيق ، توفير المسحوق ؛
4:تحسين جودة السطح ؛
4:تحسين جودة السطح ؛
5: زيادة تغلغل المسحوق
6: السلامة: التشغيل اليدوي الآمن ؛
7: أقصى أداء للعملية.
الفرق بين PaintGo660 و PaintGo 500 هو أن 660 يضيف وضع النبض وأربعة خيارات مبرمجة مسبقًا للمعالجة:
يمكن أن يسمح وضع النبض للمسدس بإضافة المزيد من الشحنات الكهربائية التي ستعزز بشكل حاد معدل استخدام المسحوق ، مما يوفر التكلفة.
6: السلامة: التشغيل اليدوي الآمن ؛
7: أقصى أداء للعملية.
الفرق بين PaintGo660 و PaintGo 500 هو أن 660 يضيف وضع النبض وأربعة خيارات مبرمجة مسبقًا للمعالجة:
يمكن أن يسمح وضع النبض للمسدس بإضافة المزيد من الشحنات الكهربائية التي ستعزز بشكل حاد معدل استخدام المسحوق ، مما يوفر التكلفة.
4 خيارات مبرمجة مسبقًا:
1: وضع إعادة الطلاء: الجهد والتيار المبرمج مسبقًا لعملية إعادة الطلاء ؛
2: وضع الزاوية: الجهد والتيار المبرمج مسبقًا لشغل الزاوية ؛
3: الوضع المسطح: الجهد المبرمج والتيار المناسب لقطعة العمل المسطحة ؛
4: وضع النبض: إعادة شحن المسحوق بسرعة عند تغيير المساحيق ؛
1: وضع إعادة الطلاء: الجهد والتيار المبرمج مسبقًا لعملية إعادة الطلاء ؛
2: وضع الزاوية: الجهد والتيار المبرمج مسبقًا لشغل الزاوية ؛
3: الوضع المسطح: الجهد المبرمج والتيار المناسب لقطعة العمل المسطحة ؛
4: وضع النبض: إعادة شحن المسحوق بسرعة عند تغيير المساحيق ؛

بندقية شلال عالية الأداء
يوفر مسدس الطلاء ذو الأداء العالي الحاصل على براءة اختراع رشًا ممتازًا للمساحيق المتتالية ، كما يوفر قطب كهربائي متقدم عالي الجهد المزيد من الأيونات على المسحوق ، مما يمكن أن يوفر معدل استخدام عالي للمساحيق.
فوائد:
1: صنع المزيد من البودرة باستخدام الأيونات ، وحفظ مواد المسحوق.
1: صنع المزيد من البودرة باستخدام الأيونات ، وحفظ مواد المسحوق.
2: حأعلى كفاءة في نقل المسحوق ، وكفاءة أعلى ؛
3: توزيع مسحوق مثالي ، جودة سطح أعلى.
4: اقتران سريع التحرير لخرطوم المسحوق يجعل تغيير المسحوق أسهل وأسرع.
4: اقتران سريع التحرير لخرطوم المسحوق يجعل تغيير المسحوق أسهل وأسرع.

قادوس مسحوق + عربة
الحجم: D36 x H52 سم ؛ القدرة: مسحوق 50 رطل
يتميز وعاء المسحوق بهيكل متين من الفولاذ المقاوم للصدأ لسهولة التنظيف وتقليل التلوث.
قادوس التميع يجعل المسحوق مائعًا تمامًا دون تراكم وامتصاص الرطوبة.

مضخة مسحوق
توفر المزيد من المساحيق لبنادق الرش باستخدام هواء مضغوط أقل ، وتحقيق كفاءة استخدام المواد وتقليل تكاليف الاستهلاك.
حاقن مسحوق قابل للتوصيل يمكن فصله بدون أي أداة ، مما يسمح بالتنظيف والصيانة السريعة.

3 أنواع فوهة الرش
ضمان رش مسحوق مثالي وشحنه.
مادة غير لاصقة - رائعة لتغيير اللون.
1: التحكم في شحن المسحوق
2: تحسين جودة السطح ؛
3: زيادة تغلغل المسحوق ؛
يمكن لـ ACMAN PaintGo-660 تجنب تأثير قشر البرتقال وتأين الظهر
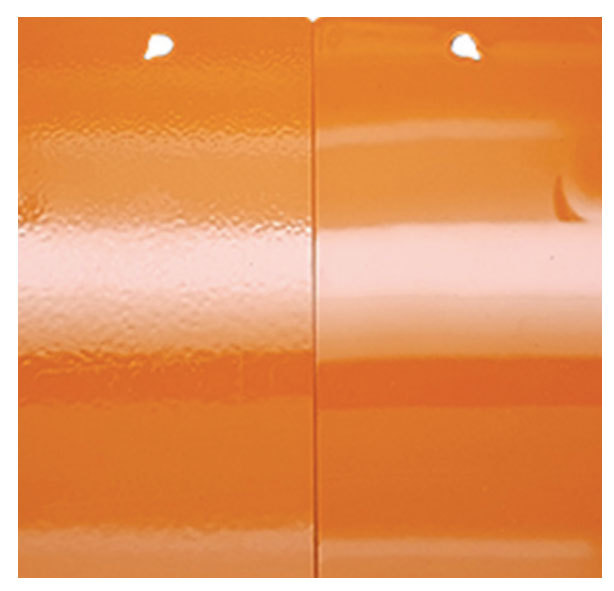
لا تأثير لقشر البرتقال
من أكثر مشكلات الجودة شيوعًا مع طلاء المسحوق تأثير "قشر البرتقال". يُعرَّف تقشير البرتقال بأنه نسيج غير متساوٍ على المنتجات ذات النهاية الناعمة. يشبه قشر ثمار الحمضيات ، ومن هنا جاء اسم قشر البرتقال.
اليسار هو طلاء قشر البرتقال
يمكن أن تسبب العديد من الأشياء عيوبًا في قشر البرتقال. فيما يلي قائمة بالأسباب الشائعة المحتملة وما يمكنك محاولة إصلاحه:
اليسار هو طلاء قشر البرتقال
يمكن أن تسبب العديد من الأشياء عيوبًا في قشر البرتقال. فيما يلي قائمة بالأسباب الشائعة المحتملة وما يمكنك محاولة إصلاحه:
1: دورة تسخين أجزائك بطيئة جدًا. في هذه الحالة ، حدد منحنى التسخين وزيادته وفقًا لذلك. الأجزاء ذات السماكة العالية للجدار معرضة بشكل خاص.
2: درجة حرارة الركيزة الخاصة بك تتجاوز درجة حرارة الذوبان ، مما يتسبب في زيادة تراكم الفيلم. حاول فحص درجة حرارة الركيزة (يجب أن يكون الحد الأقصى 40 درجة مئوية / 104 درجة فهرنهايت). إذا كانت درجة الحرارة أعلى من درجة حرارة الذوبان ، فقم بزيادة مرحلة التبريد.
3: كان هناك تحول في توزيع حجم الحبيبات وجزء المسحوق المُعاد استخلاصه مرتفع جدًا. لإصلاح ، تحسين نتائج الترسبات لبنادق المسحوق أو زيادة فترات الرفع.
4: سمك الفيلم الخاص بك مرتفع جدًا أو منخفض جدًا. تحقق من معلمات النظام لتحديد ما إذا كانت هذه هي الحالة.
5 ، مسحوق الطلاء المستخدمة غير متوافقة. تحقق من الكشك واستشر الشركة المصنعة للمسحوق للتأكد من أن هذا ليس هو الحال.
6 ، تم تخزين المسحوق لفترة طويلة جدًا أو أنه تفاعل مسبقًا. لإصلاح ذلك ، تحقق من وقت التخزين. إذا كان المسحوق قديمًا جدًا ، استبدله بمسحوق أعذب.
7: الجهد الذي تستخدمه مرتفع جدًا. لإصلاح ذلك ، قم بتحسين الجهد أو التغيير إلى التطبيقات أو البنادق ذات التأين المنخفض. تقوم البنادق بشحن الجسيمات عن طريق التلامس الاحتكاكي مع المواد الموجودة داخل جسم البندقية ، على عكس شحن الهالة الأكثر استخدامًا ، والذي يستخدم مصدر الطاقة لشحن الجسيمات. يوفر الشحن تطبيق فاراداي قفص ممتاز.
8: أنت ترى سماكة غير متساوية للجدار. للتصحيح ، قم بتحسين درجة حرارة الفرن.
أنت تعاني من تأثير التأين الخلفي. حاول تقليل الجهد أو زيادة المسافة بين قطعة العمل والمسدس.
9: سرعة الهواء عند مدخل الفرن يمكن أن تكون عالية جدا. في هذه الحالة ، قم بتقليل سرعة الهواء (يجب ألا تزيد عن 0.5 متر / ثانية أو 1.5 قدم / ثانية) أو قم بتغيير موجهات تدفق الهواء.
الأجزاء ساخنة جدًا عند خروجها من فرن التجفيف. حاول السماح بوقت أطول أكثر برودة (أقل من 40 درجة مئوية / 104 درجة فهرنهايت للأجزاء.
10: درجة حرارة التسخين المسبق مرتفعة للغاية. يمكن تصحيح ذلك عن طريق خفض درجة حرارة التسخين المسبق أو إتاحة المزيد من الوقت للتبريد.
11: تدفق المسحوق مرتفع للغاية. بشكل صحيح ، قم بخفض تغذية المسحوق.
12: وقت الطلاء طويل جدًا. بشكل صحيح ، قلل من وقت الطلاء.
13: هندسة الأجزاء صعبة أو غير مواتية. في هذه الحالة ، حاول تغيير التعليق أو تكوين البندقية.
14: المسدس والجزء قريبان جدًا من بعضهما البعض. حاول زيادة مسافة البندقية إلى الجزء.
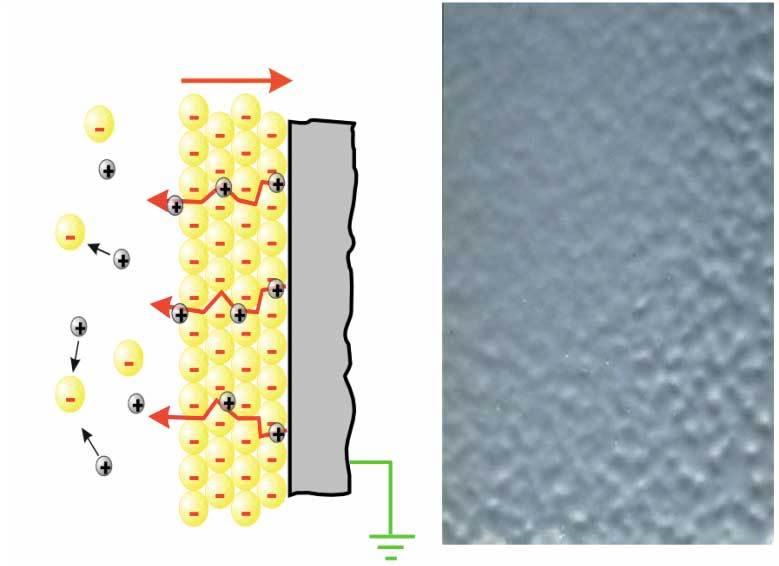
عودة التأين
التأين الخلفي هو مشكلة في طلاء المسحوق تحدث عندما لا تتمكن جزيئات المسحوق من العثور على نقطة أرضية لسطح القطعة ونتيجة لذلك تتراكم بشكل غير متساوٍ على الجسيمات الأخرى على سطح القطعة ، وغالبًا ما يشار إلى ذلك باسم "بطولة" أو "تأثير انفجار نجم". يكون تأثير التأين الخلفي أكثر شيوعًا عند وضع طبقة ثانية على جزء ما ، ولكن يمكن أن يحدث أيضًا عند تطبيق المعاطف الأولى أيضًا.
فيما يلي بعض النصائح حول كيفية تجنب عودة التأين:
قم بخفض إعدادات الجهد: هذه هي أسهل خطوة في تجنب التأين الخلفي ؛ ومع ذلك ، يجب أن تكون حذرًا دائمًا عند خفض الجهد (Kv) ، حيث قد يتسبب ذلك في مزيد من المشكلات مثل الاختراق و / أو التغطية غير المقبولين. تحتوي معدات طلاء المسحوق على مجموعات مسبقة من المصنع تقوم تلقائيًا بضبط الجهد والتيار لهذا الموقف.
الطلاء من مسافة مناسبة: يبدو أن هذا هو السبب الأكثر شيوعًا لحدوث التأين الخلفي ، عندما تكون البندقية قريبة جدًا من الجزء الذي تقوم بطلائه. تأكد دائمًا من تغطيتك من المسافة المناسبة ، ثم حافظ على تلك المسافة في جميع الأوقات. في كثير من الأحيان يرتبط هذا بشكل مباشر بكيفية تعليق الجزء أو الأجزاء على الخطاف / رف الجزء. تأكد من أن الجزء مستقر ولا يتأرجح ، لأن هذا يجعل من المستحيل تقريبًا الحفاظ على مسافة الطلاء المناسبة. في الحالات التي يجب فيها تثبيت المسدس بشكل وثيق على الجزء ، من الضروري ضبط التيار للتعويض عن ذلك. تحتوي معدات طلاء المسحوق على إعداد مصنع لهذا أيضًا.
استخدم مجمع الأيونات: يمكن استخدام حلقة التأريض أو أي شكل آخر من أشكال مجمعات الأيونات كمصدر أرضي لتقليل تأثير السطح الخشن. يتم تركيبها خلف طرف القطب الكهربائي والغرض منها هو التقاط أي أيونات غير مستخدمة من عملية الشحن التي يمكن أن تسبب ملمسًا غير مستوٍ عن طريق التحميل الزائد على السطح بمسحوق مترسب بالفعل.
معلومات تقنية
آلة طلاء المسحوق PaintGo-660 | |||
| جهد إدخال التيار الكهربائي | 220 فولت | تردد التشغيل | 50 هرتز / 60 هرتز |
| مسحوق | 50 واط | جهد الإخراج (إلى البندقية) | 0-100 كيلو فولت (قابل للتعديل) |
| أقصى تيار خرج (للمسدس) | 180UA (حد أقصى) | فهرس IP | IP54 |
| ضغط إدخال البيانات الهوائية | Min6bar (87PSl) / بحد أقصى 10 بار (145PSI) | ضغط الإدخال الموصى به | 7 بار (1015 رطل لكل بوصة مربعة) |
محتوى بخار الماء الأقصى للهواء المضغوط | 1.4 جم / م 3 | محتوى بخار الزيت الأقصى للهواء المضغوط | 0.1 ملغ / م 3 |
أقصى استهلاك للهواء | 13.2 نيوتن متر مكعب / ساعة | نبض تي | 15-20Clock / ثانية |
ماكس مسحوق حقن | 600 جرام / دقيقة | قطبية | سلبي |
الخيارات: إضافة السوائل

محرك الاهتزاز لمسحوق السوائل
محرك اهتزازي في العربة لتسييل المسحوق ، يضمن عدم تراكم المسحوق أو امتصاص الرطوبة ، ويغذي المسحوق باستمرار وسلاسة.
لا يحتاج نوع الاهتزاز إلى حاوية مسحوق ، يمكن لأنبوب الشفط أن يمتص المسحوق مباشرة من أكياس المسحوق الأصلية.
لذلك ، فهي مناسبة لعمليات تغيير الألوان المتعددة ، والتي يمكن أن توفر الوقت المتغير.
العيب هو أن هناك القليل من الضوضاء للاهتزاز.
لا يحتاج نوع الاهتزاز إلى حاوية مسحوق ، يمكن لأنبوب الشفط أن يمتص المسحوق مباشرة من أكياس المسحوق الأصلية.
لذلك ، فهي مناسبة لعمليات تغيير الألوان المتعددة ، والتي يمكن أن توفر الوقت المتغير.
العيب هو أن هناك القليل من الضوضاء للاهتزاز.

ويتشات

+86 19550289881

Info@dustscrubber.com

+86 18768123711








